
Bubble film machines play a crucial role in producing bubble wrap—one of the most versatile packaging materials in modern industries. With its cushioning, shock-absorption, and protective properties, bubble wrap is widely used across packaging, medical, industrial, agricultural, and environmental fields. Understanding the composition of bubble wrap and how bubble film machines support various sectors helps businesses choose the right production solutions for their needs.
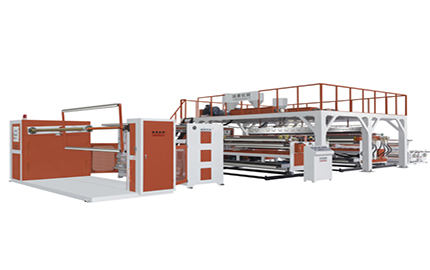
Bubble wrap is typically made from polyethylene (PE), a lightweight and durable thermoplastic. The film is formed through a melting, extrusion, and bubble-forming process. A bubble film machine heats PE pellets into a molten state, extrudes them into thin layers, and traps air between these layers to create uniform air bubbles.
These bubbles deliver excellent cushioning, impact resistance, moisture protection, and thermal insulation, making bubble wrap indispensable in many industries.
A bubble film machine enables continuous, high-efficiency production of bubble wrap, and its output serves a wide range of sectors:
Bubble wrap remains one of the most widely used packaging materials due to its ability to protect products during transportation and storage.
E-commerce & logistics: Protects electronics, glassware, cosmetics, and fragile items.
Automotive & machinery: Safeguards precision components and metal parts.
Household goods & consumer products: Provides cushioning and scratch resistance.
Businesses with large packaging demands often rely on bubble film machines to produce custom bubble sizes and multi-layer options.
Bubble film is also used in medical environments where sterile, lightweight, and protective packaging is essential.
Packaging of medical devices: Syringes, diagnostic equipment, test kits.
Transport protection: Ensures safe delivery of sensitive and fragile medical tools.
Supportive materials: Sometimes used as cushioning for temporary patient-care products.
The bubble film machine’s ability to produce hygienic and contamination-free bubble film makes it suitable for strict healthcare standards.
Industries rely on bubble film for both packaging and internal operations.
Electronics manufacturing: Anti-static bubble film protects circuit boards and chips.
Heavy machinery: Extra-thick bubble wrap helps absorb vibration and shock.
Construction: Bubble film can serve as insulation, waterproofing layers, and temporary protection for surfaces.
Bubble film machines can incorporate additives or lamination to create heat-resistant, anti-static, or reinforced bubble films for industrial use.
Bubble wrap is increasingly used in agriculture and environmental protection due to its insulation and coverage benefits.
Greenhouses: Bubble film helps maintain temperature and reduce heat loss.
Seedlings & plants: Provides protective covering during transport.
Environmental protection: Used as an insulating layer in water conservation projects or temporary weather shielding.
Bubble film machines equipped with multi-layer extrusion enable the production of UV-resistant and eco-friendly bubble materials suitable for outdoor applications.
Bubble film machines are essential devices for creating protective, durable, and multi-functional bubble wrap. With its versatile structure and customizable features, bubble wrap is used across packaging, medical, industrial, and agricultural sectors. As demand grows for safer, more efficient, and eco-friendly protective materials, bubble film machine technology continues to evolve—offering greater performance and wider application possibilities.