
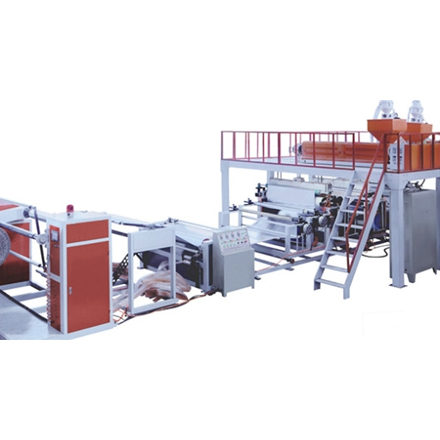
تُستخدم آلة أغشية الفقاعات عالية السرعة على نطاق واسع في صناعة التعبئة والتغليف لإنتاج أغشية الفقاعات، التي تلعب دورًا هامًا في حماية وتلطيف مختلف المنتجات. يُعد فهم آلية عملها أمرًا بالغ الأهمية لضمان إنتاج فعال وعالي الجودة. ستوضح هذه المقالة آلية عمل آلة أغشية الفقاعات عالية السرعة بشكل واضح ومنظم، وتغطي كل مرحلة من تحضير المواد الخام إلى تجميع المنتج النهائي.
1. مرحلة تحضير المواد الخام
شراء المواد الخام وفحصها
أولاً، يتم شراء حبيبات راتنج البولي إيثيلين (PE) المناسبة، وهي المادة الخام الرئيسية لإنتاج أغشية الفقاعات، وفقًا لمتطلبات الإنتاج. عند دخول المواد الخام إلى المصنع، تُجرى عمليات تفتيش صارمة للجودة للتحقق من مؤشرات رئيسية، مثل تجانس الحبيبات ونقائها ومؤشر ذوبانها، لضمان استيفائها لمتطلبات الإنتاج. على سبيل المثال، إذا كان مؤشر الذوبان مرتفعًا جدًا، فقد يصبح غشاء الفقاعات لينًا جدًا ويصعب تشكيله أثناء الإنتاج؛ وإذا كان منخفضًا جدًا، فستزداد صعوبة المعالجة، مما يؤثر على كفاءة الإنتاج. من خلال إجراء عمليات التفتيش، يتم ضمان استقرار جودة المواد الخام، مما يوفر أساسًا موثوقًا للإنتاج اللاحق.
معالجة تجفيف المواد الخام
إذا احتوت المادة الخام على رطوبة زائدة، فستظهر عيوب مثل الفقاعات والثقوب أثناء المعالجة، مما يؤثر على جودة وأداء غشاء الفقاعات. لذلك، تُوضع حبيبات راتنج البولي إيثيلين المشتراة عادةً في جهاز تجفيف لخفض نسبة الرطوبة إلى مستوى معين. يجب التحكم بدقة في درجة حرارة ووقت التجفيف وفقًا لخصائص المادة الخام. تتراوح درجة حرارة التجفيف عمومًا بين 60 و80 درجة مئوية، ويتراوح وقت التجفيف بين ساعتين وأربع ساعات لضمان جفاف المادة الخام تمامًا دون أي تدهور حراري.
II. مرحلة البثق والقولبة
التسخين المسبق للطارد وبدء التشغيل
تُضاف المادة الخام المجففة إلى قادوس آلة بثق فيلم الفقاعات عالية السرعة. قبل تشغيل الطارد، يجب تسخين الأسطوانة والبرغي ورأس القالب والأجزاء الأخرى ذات الصلة بالطارد مسبقًا. عادةً ما ترتفع درجة حرارة التسخين المسبق تدريجيًا من نهاية القادوس إلى نهاية رأس القالب، وتتراوح عادةً بين 150 و220 درجة مئوية، ويتم ضبطها وفقًا لتركيبة المادة الخام ومواصفات المنتج. يهدف التسخين المسبق إلى تمكين المادة الخام من الذوبان بسرعة وتشكيل ذوبان موحد بعد دخولها في اللولب، مما يُسهّل عمليات قولبة البثق اللاحقة. عندما تصل درجة حرارة كل جزء إلى القيمة المحددة وتستقر، يبدأ محرك الطارد في الدوران بسرعة منخفضة، مما يدفع المادة الخام تدريجيًا إلى الأمام.
بثق البراغي والبلاستيك
أثناء دوران اللولب، تتعرض المادة الخام لقصٍّ شديد، وبثق، واحتكاك داخل الأسطوانة، مما يؤدي إلى ذوبانها تدريجيًا وتليينها. يُعد تصميم هيكل اللولب أمرًا بالغ الأهمية لتأثير التليين على المادة الخام. عادةً ما يتم استخدام لولب متغير تدريجيًا، حيث يصبح عمق أخدود اللولب أقل تدريجيًا من قسم التغذية إلى قسم القياس، مما يُمكّن من ضغط المادة الخام وخلطها وتليينها بفعالية، مما يجعل درجة حرارة وضغط ولزوجة المصهور أكثر اتساقًا. أثناء عملية البثق، يجب الانتباه جيدًا للتغيرات في معلمات مثل الضغط ودرجة الحرارة وتيار الطارد لضمان استقرار عملية البثق. إذا كان الضغط مرتفعًا جدًا، فقد يشير ذلك إلى انسداد رأس القالب أو الفلتر، ويجب إيقاف آلة أغشية الفقاعات عالية السرعة للتنظيف في الوقت المناسب؛ أما إذا كانت درجة الحرارة مرتفعة جدًا، فقد تتحلل المادة الخام، مما يؤثر على جودة المنتج، ويجب خفض سرعة اللولب أو درجة حرارة التسخين بشكل مناسب في هذه المرحلة.
صب رأس القالب بالبثق
يُدفع المصهور المُلدّن بواسطة المسمار إلى رأس القالب. يُعدّ رأس القالب مكونًا رئيسيًا في تشكيل غشاء الفقاعات، ويحدد تصميم بنيته الداخلية شكل وحجم غشاء الفقاعات. داخل رأس القالب، يمرّ المصهور عبر قنوات تدفق محددة ويشكل غشاءً بعرض وسمك معينين. وفي الوقت نفسه، يُجهّز رأس القالب بجهاز نفخ لحقن الهواء بالتساوي في الغشاء لتكوين الفقاعات. يجب التحكم بدقة في ضغط النفخ ومعدل التدفق وفقًا لمتطلبات حجم وكثافة الفقاعات. يتراوح ضغط النفخ عمومًا بين 0.1 و0.3 ميجا باسكال، ويتراوح معدل التدفق بين 100 و300 لتر/دقيقة. من خلال ضبط درجة الحرارة والضغط ومعايير النفخ لرأس القالب، يمكن إنتاج غشاء الفقاعات بمواصفات وأداء مختلفين.
ثالثًا: مرحلة التبريد والتشكيل
اختيار طريقة التبريد
يتميز غشاء الفقاعات المبثوق من رأس القالب بدرجة حرارة عالية نسبيًا، ويحتاج إلى تبريد وتشكيل لتثبيت شكله وأدائه. هناك طريقتان شائعتان للتبريد: التبريد الهوائي والتبريد المائي. يستخدم التبريد الهوائي الهواء البارد الناتج عن منفاخ لتبريد غشاء الفقاعات. تتميز هذه الطريقة بسهولة التشغيل وانخفاض تكلفتها، إلا أن سرعة التبريد بطيئة نسبيًا ومناسبة لإنتاج منتجات غشاء فقاعات أرق. يبرد التبريد المائي غشاء الفقاعات مباشرةً باستخدام الماء المتداول، مما يتميز بسرعة تبريد عالية ويمكن أن يحسن كفاءة الإنتاج بشكل فعال. ومع ذلك، يجب تجهيز نظام تدوير مياه وجهاز تجفيف مناسبين لمنع تأثير الماء المتبقي على سطح غشاء الفقاعات على جودة المنتج. في الإنتاج الفعلي، يمكن اختيار طريقة التبريد المناسبة وفقًا لعوامل مثل السُمك وسرعة الإنتاج وظروف معدات المنتج.
التحكم في عملية التبريد
بغض النظر عن طريقة التبريد المستخدمة، يجب التحكم في عملية التبريد بدقة لضمان تبريد فيلم الفقاعات بالتساوي أثناء عملية التبريد، وتجنب مشاكل مثل انكماش سطح الفيلم أو تشوهه أو تركيز الإجهاد الناتج عن التبريد غير المتساوي. بالنسبة لتبريد الهواء، يجب تعديل سرعة الرياح واتجاه المنفاخ بشكل معقول لضمان تغطية الهواء البارد لسطح فيلم الفقاعات بالتساوي؛ أما بالنسبة لتبريد الماء، فيجب التحكم في درجة حرارة ومعدل تدفق وضغط الماء المتداول لضمان استقرار تأثير التبريد. في الوقت نفسه، يجب الانتباه إلى شد جر فيلم الفقاعات أثناء عملية التبريد لتجنب تمزق الفيلم بسبب الشد المفرط أو تراخي الفيلم بسبب الشد غير الكافي. بشكل عام، يتم التحكم في شد الجر بين 5 نيوتن و15 نيوتن ويتم تعديله بشكل مناسب وفقًا لسمك وعرض فيلم الفقاعات.
رابعًا: مرحلة الجر واللف
وظيفة جهاز الجر
بعد التبريد والتشكيل، يجب نقل غشاء الفقاعات إلى الأمام بواسطة جهاز الجر. لا يقتصر دور جهاز الجر على توفير قوة جر معينة لتمكين الإنتاج المستمر والمستقر لفيلم الفقاعات، بل يشمل أيضًا شد غشاء الفقاعات لضبط اتجاهه الطولي وخصائصه الفيزيائية. تؤثر سرعة الجر بشكل مباشر على سمك غشاء الفقاعات ونسبة سحبه. بشكل عام، تكون سرعة الجر أسرع قليلاً من سرعة البثق لضمان أن يكون غشاء الفقاعات في حالة تمدد معتدلة. على سبيل المثال، عند زيادة سرعة الجر بنسبة 10% إلى 20%، سيصبح سمك غشاء الفقاعات أرق بالتبعية، وستزداد قوة الشد، ولكن قد تنخفض الصلابة قليلاً. لذلك، أثناء عملية الإنتاج، يجب تعديل العلاقة التناسبية بين سرعة الجر وسرعة البثق بشكل معقول وفقًا لمتطلبات أداء المنتج.
النقاط الرئيسية لعملية اللف
أخيرًا، يتم لفّ غشاء الفقاعات المسحوب وتعبئته. تؤثر جودة اللفّ بشكل مباشر على مظهر المنتج وسهولة استخدامه. أثناء عملية اللفّ، من الضروري التأكد من لفّ غشاء الفقاعات بدقة وإحكام على القلب، لتجنب مشاكل مثل اللفّ المرتخي، أو اللفّ غير المتمركز، أو التجعد. لهذا السبب، عادةً ما يكون جهاز اللفّ مُجهّزًا بنظام تحكم في الشدّ وجهاز تصحيح الانحراف. يمكن لنظام التحكم في الشدّ ضبط شدّ اللفّ تلقائيًا وفقًا لمعايير مثل سمك غشاء الفقاعات وعرضه وقطر لفّه لضمان استقرار الشدّ أثناء عملية اللفّ؛ يمكن لجهاز تصحيح الانحراف اكتشاف موضع حافة غشاء الفقاعات في الوقت الفعليّ وضبط موضع أسطوانة اللفّ للحفاظ على غشاء الفقاعات في المنتصف أثناء اللفّ. في الوقت نفسه، يجب أن تتطابق سرعة اللفّ أيضًا مع سرعة الجرّ لتجنب التمدد أو الضغط المفرط لفيلم الفقاعات أثناء عملية اللفّ.
هذه هي العملية الكاملة لآلة إنتاج أغشية الفقاعات عالية السرعة. كل مرحلة مترابطة بشكل وثيق، وأي مشكلة في إحداها قد تؤثر على جودة وكفاءة إنتاج المنتج النهائي. لذلك، أثناء عملية الإنتاج الفعلية، يجب على المشغلين الالتزام بإجراءات التشغيل بدقة، ومتابعة حالة تشغيل المعدات والتغيرات في معلمات العملية بدقة، واكتشاف المشكلات وحلها في الوقت المناسب، لضمان إنتاج منتجات أغشية الفقاعات عالية الجودة بكفاءة واستقرار.